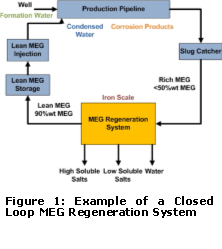
MEG Regeneration System: Iron Scale
Corrosion and deposition of iron-containing scales are significant problems in mono-ethylene glycol (MEG) regeneration and reclamation systems.
Corrosion in MEG Systems
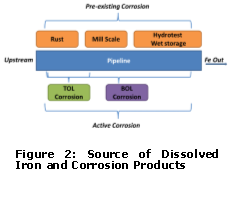
Corrosion in MEG systems predominantly results from carbon dioxide (CO2) and hydrogen sulfide (H2S) in the produced gas phase. However, it can also be associated with the presence of dissolved oxygen (O2) in the MEG. Corrosion results in the presence of dissolved iron, which may then deposit as scale. This can plug valves and compromise the performance of heat exchangers and MEG regeneration and reclamation systems.
Iron contamination results in the following types of scale. Each have different properties and represent distinct challenges to production and MEG regeneration and reclamation system operation.
Where CO2 corrosion dominates, the predominant issue is deposition of iron carbonate scales. These scales typically deposit on hot surfaces, such as within heat exchangers and on packing in contactor towers. Hence, they are most commonly associated with MEG processing challenges.
O2 contamination in MEG results in the formation of iron oxide. This is a concern for the lean MEG injection system, particularly valves or injection line fittings, and so is most likely to impact MEG deliverability.
If H2S is present in addition to CO2, iron sulfide films deposit instead of iron carbonate. Iron sulfide has a tendency to accumulate in slug catchers, even with trace amounts of H2S (~ 1ppm). Even if the quantity of scale is small, the presence of binder materials such as paraffins or asphaltenes can significantly increase the volume of solids. In addition to fouling processing equipment, these can greatly increase the severity of corrosion in the production system, particularly where they are associated with the formation of iron sulfide deposits in areas susceptible to top of the line corrosion.

Corrosion Rates in Lean MEG Solutions
The majority of reported corrosion rates in lean MEG are below 0.2 mm/y, which is the manageable corrosion rate proposed by Olsen et al as a limit below which iron scales do not often represent a significant operating challenge. However, in many cases, corrosion mitigation may be necessary to achieve this target.
Mitigation Methods
Different strategies are available to control iron generation and subsequent solids deposition and fouling. These include corrosion inhibitor injection, pH modification, the use of internal coatings, and the selection of corrosion resistant alloys (CRAs).
Corrosion Inhibition
Corrosion inhibitors are able to mitigate corrosion in the presence of MEG, where qualified products may be expected to reduce total corrosion rates on the order of about 98%. Although this is sufficient to control corrosion to acceptable levels, the volume of iron generated in long tiebacks can still be problematic in the absence of further mitigating actions. The use of MEG and corrosion inhibitor has been associated with iron carbonate deposition in the heat exchangers and reboilers of MEG regeneration systems and incoming iron contents in the rich MEG of greater than 10 mg/l.

pH Modification
Increasing the pH of produced water by the addition of base chemicals to the lean MEG stream serves to greatly decrease corrosion rates in carbon steel systems. This is generally most effective in situations where the temperature of the product stream is in the 100 to 212°F range, due to the fast precipitation of protective iron carbonate on the pipe walls. Moderate levels of pH increase (1 to 2 pH units) can decrease corrosion rates by around 80%, in a technique known as pH control. More aggressive changes to solution pH can further reduce corrosion rates by in excess of 90%, where this is often referred to as pH stabilization.
Both approaches work in conjunction with qualified corrosion inhibitors and can dramatically reduce levels of corrosion and associated iron-induced scaling. However, adjusting pH can promote aggressive scaling in systems with susceptible produced waters, and therefore, needs to be applied with care.
Internal Coating
The use of internal coatings has been proposed as a means of reducing iron formation by exposing a smaller proportion of the steel surface area in the pipeline to corrosion. The reduction in solids associated with the use of internal coatings is expected to be approximately 95%, assuming that the coating does not appreciably degrade over time and that 1 ft on each end of a 40 ft section of pipe is left uncoated. However, the difficulty and cost of applying high-quality internal coatings, coupled with the risk of coating disbondment or deterioration in service and the inability to reliably monitor or repair this, means that this strategy does not provide a viable long-term solution to iron generation in MEG systems.
Corrosion Resistant Alloys
Corrosion resistant alloys, such as 316L austenitic stainless steel have been used to protect from high corrosion rates in piping where the incoming fluids contain high CO2 concentrations. Duplex stainless steel and Alloy 625 are generally suitable for the MEG regeneration service conditions only when the oxygen concentration is less than 90 ppb. However, the hydrotesting and the wet storage would have a impact on the iron generation of the wet gas pipeline, even for corrosion resistant alloys, by formed corrosion product resulting from the complete reduction of the amount of dissolved oxygen present in the hydrotest water. Therefore, significant consideration must be taken into account when 13 Cr, 316L, 22 Cr are planned in the MEG regeneration systems subjected to hydrotesting and wet storage.
Conclusion
Iron solid formation in the MEG regeneration system has been a recurring issue in wet gas pipeline systems. The predominant scale of iron carbonate forms at hot surfaces in the MEG regeneration system, while iron sulfide, as well as iron oxide, may deposit in some circumstances. Several strategies including corrosion inhibition, pH modification, and material selection have been employed to mitigate corrosion in these systems and so provide increased control of iron-based scales.
References
Stein Olsen et. al, pH-stabilization in the Troll gas-condensate pipeline, 1999, Corrosion.