
Flexible Pipe For Sour Service
The offshore use of flexible pipe in oil and gas production has been steadily increasing since first used in the 1970’s. Initially used in North Sea and North Slope applications, the use of flexible pipe is beginning to expand to other locations as new fields are discovered in ever more challenging locations. In particular, the expansion of the industry into deeper waters has been accompanied by the need to accommodate demands such as higher operating temperatures and pressures, higher carbon dioxide (CO2) and hydrogen sulfide (H2S) acid gas concentrations, different completion and acidizing fluids, and water injection. One of the most significant challenges is that materials exposed to H2S need to be qualified for sour service. Metals are often limited by their yield strength or hardness and any welds in H2S, and polymers are limited by H2S permeability and degradation resistance.

Materials Currently Used
The materials used in flexible pipes are determined by the intended service. Carbon steel wires are used for the armor and pressure wires, and corrosion resistant alloys such as 316L and 22Cr duplex stainless steels (DSS) are commonly used for the carcasses. The actual selection of which grade of carbon steel wire will be used is based on the required service pressure and physical strength demanded to hang the flexible off the ship or platform. The selection of the carcass material depends on the maximum external pressure and produced or injected fluids. Polymers such as PA-11, HDPE, and fluorocarbons are used for the sheaths and liners. The selection of which polymer to use is based on temperature, gas permeability, swelling, blistering, and degradation resistance. After all the materials have been identified, the flexible pipe is constructed.
Construction Considerations
Flexible pipe is constructed by winding metal wire and strip and extruding polymers in layers around a mandrel. Typical flexible pipe has from six to twenty individual layers depending on the service, but there are five main layer types: inner carcass, pressure sheath, pressure vault, armor, and exterior sheath. All the layers terminate at the two end-connectors, which have to be designed to vent any gases that permeate through the polymers, as gases will travel in and along the armor and pressure vault layers. Cold working the metal strip is required prior to winding on the mandrel. Welding is required to join lengths of metal wire or strip to adjacent lengths as the carcass, pressure vault, and armor are made, as well as when joining the end-connectors to these same layers. Cold working and welding can change the hardness of the metals and affect the metal’s H2S resistance, and may require the materials to be specially qualified for the intended service.
Material Qualification
Qualifying a metal or polymer for a specific environment is becoming more common as fields become more corrosive, so developing a qualification plan becomes more challenging since the product forms used in flexible pipe are not standard and do not readily conform to standard tests. This is more of an issue for carcass and armor metals than the polymers because they are being utilized at historic maximum qualified limits in low H2S partial pressure environments.
Carcass and armor metals demand higher strengths and therefore higher hardnesses, which makes them more susceptible to sulfide stress cracking (SSC) and stress corrosion cracking (SCC). Currently DSS is the highest-rated corrosion resistant carcass material used in sour service for flexibles and this is limited to about 110 ksi (758 MPa) grades. Super duplex stainless steel (SDSS) is a promising alternate because it is less susceptible to SSC and SCC than DSS, does not pit in oxygenated seawater, and is available in higher strength grades such as 125 ksi (862 MPa). Carbon steel armor wire has generally only been qualified to the 125 ksi (862 MPa) grade, with some qualification work performed on 140 ksi (965 MPa) grade to accommodate for higher strength requirements and sour service strength de-rating. To utilize metals like SDSS and higher strength carbon steels, testing has to be performed to some standard.
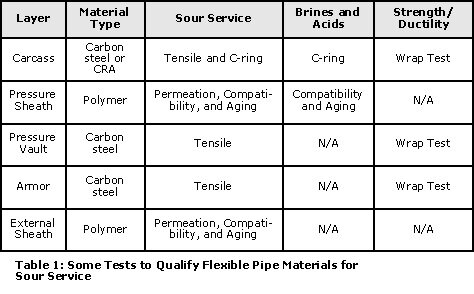
API Spec 17J Unbonded Flexpipe provides guidance on what tests are required to qualify armor wires and polymers for sour service, but does not provide any direct guidance on what types of testing should be performed on carcass metals. GATE, LLC’s experience with sour service materials has identified additional tests as shown in Table 1 that supplement the requirements outlined in API 17J fitness-for-service qualifications including carcass materials.
Conclusions
It is anticipated that flexible pipe utilizing higher strengths and more corrosion resistant materials will be required to support the development of frontier technical applications in the near future. Metals such as super duplex stainless steel are promising. This does not pit in oxygenated seawater, can be utilized for seawater injection lines and can be manufactured to higher strengths, all while maintaining SSC and SCC resistance. Super duplex stainless steel and other materials, including new elastomers, will have to be evaluated and qualified for use when required.
GATE, LLC has been developing testing guidelines to validate flexible pipe materials for sour service use as flowlines and risers. Flexible pipe qualification requires the evaluation of each material separately in specific conditions, as well as detailed assessment of end-connector properties, and the performance of the flexible pipe as a whole.