
Introduction To H2S Scavenging
Hydrogen sulfide (H2S) scavenging, or “gas sweetening,” is a crucial aspect in ensuring trouble free upstream and downstream operations. This GATEKEEPER presents different methods of H2S scavenging, including scavenging mechanisms, application considerations, and advantages & disadvantages for each method.
Natural gas is considered sour if it contains significant amounts of H2S, generally 4 parts per million (ppm) or greater. Sour gas is caused due to development of shale oil & gas plays, efforts to increase field life, and the use of Enhanced Oil Recovery (EOR) methods like water injection often result in reservoir souring. High H2S concentrations in produced gas creates safety hazards for operations, increases corrosion and sulfide-stress-cracking risks, and results in an export gas of lower value. To minimize these factors, various H2S removal methods can be utilized.
H2S Remediation Methods
There are multiple treatment strategies to remove H2S from produced gas. The optimal strategy depends on a variety of factors, including H2S concentration, residence time, space & weight considerations, OPEX/CAPEX, and volume of gas to be treated. Operating conditions also influence the selection of treatment strategies and application locations. The most common methods have been presented in this GATEKEEPER.
Solid Scavengers
Solid scavengers are very effective in stripping H2S from gas streams down to trace levels. They require significant CAPEX and are often labor intensive during media change out. However, they require little OPEX, are predictable in their removal rates, generally do not require additional chemicals, and generally do not impact downstream processes or overboard water.
Metal Oxides
These systems comprise of a fixed bed filled with absorbent material of metal oxides such as zinc, copper, iron, or magnesium. These beds take up significant space and require two trains to maintain operation during servicing. The media is non-regenerative and requires significant time and labor to charge with fresh media. Confined space entry and potentially pyrophoric waste create unwanted operations hazards. These systems are very efficient in removing almost all the H2S from a gas stream, are highly reliable, and very predictable in their removal rates and change cycles. See Figure 1 for a typical metal oxide medal bed design.
Regenerative Solid Bed
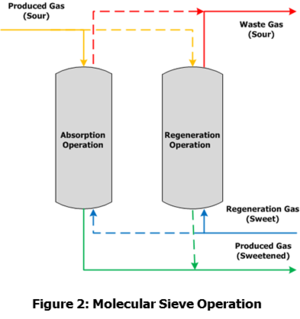
Regenerative solid beds, also known as molecular sieves, remove H2S by adsorption instead of chemical reaction. They are comprised of aluminosilcate crystalline polymers (zeolites), which strip out polar or polarizable compounds. While this includes H2S, molecular sieves will also remove CO2, water, methanol, mercaptanes and sulfides, ammonia, mercury, and aromatics to trace levels. H2S is preferentially removed over CO2 and allows for selective removal from streams containing both.
Highly effective at removing contaminants to trace levels, the zeolites can be regenerated using a regeneration gas stream; this gas stream must then be treated to remove the sulfur species. This can be problematic as it requires dealing with a H2S-rich gas stream. Large vessel size, limited capacity, and the need for parallel trains for regeneration during service can increase CAPEX and space requirements. Additionally, dealing with sulfur waste creates potential issues for both operations handling and OPEX considerations. Figure 2 illustrates the molecular sieve removal and regeneration process. Figure 3 illustrates the range of sizes and shapes molecular sieve media can be formed into.
Liquid Scavengers
Liquid scavengers generally take up less space and weight than solid scavengers, but are significantly less efficient. OPEX is increased compared to solid scavengers, but liquid scavengers offer more options for retrofitting an existing facility. Liquid scavengers fall into two categories: regenerative and non-regenerative.
Regenerative: Amine Wash
Amine contactor towers are the most commonly used method of gas sweetening in the industry. Sour gas is passed through a contactor column filled with an amine solution, which reacts with H2S to form acid/base salts in a fully reversible reaction. H2S preferentially reacts, but CO2 may also react with the amine. This “rich” amine solution is sent to the regenerator column, where it is heated and depressurized to release the acid gases and produce “lean” amine. The “lean” amine is then fed back into the contactor column. The waste gas stream must be disposed of. This process is primarily used where large quantities of H2S must be removed, or high-volume gas streams are involved; removal rates are in tons per day of H2S. Contactor tower and regeneration system footprint can be significant with high-volume or high H2S streams.
Regenerative: Reduction-Oxidation
The reduction-oxidation (redox) systems’ method is similar to the amine wash process. Redox systems usually use iron and chelating agents for the reaction. Sour gas passes through an absorber column where the H2S is stripped from the gas. This spent solution is sent to an oxidizer unit to regenerate. The iron is initially reduced from ferric (Fe3+) state to ferrous (Fe2+) by the H2S, then oxidized back to the ferric in the oxidizer unit. The oxidation process produces a H2S-rich waste gas stream, but can also result in elemental sulfur production due to the reactivity of the oxidizing agents. This process can be used to remove several tons of H2S per day, or where complete stripping of sulfur is required.

Non-regenerative: Aldehydes
Aldehydes bind to the H2S in a reaction across the aldehyde double bond. The most commonly used aldehyde is formaldehyde; alternatives include glyoxal, acrolein, and gluteraldehyde. In general, aldehydes are not used due to their high toxicity, potential to create explosive environments, carcinogenic nature, and handling issues. Glyoxal has lower environmental impact than other aldehydes, but is known to cause hydrate formation. HMTA (hexamethylenetetramine) is a safer alternative used in acid stimulation, but it produces an oily film that makes it problematic for many applications. Some aldehydes can reversibly react at higher temperatures, releasing H2S back into the system.
Non-regenerative: Triazine
Triazine is the most commonly used non-regenerative liquid H2S scavenger used in the industry. Reaction byproducts are biodegradable and can be disposed of in overboard waters. Unreacted triazine is highly toxic to aquatic life and overtreatment should be minimized to the extent possible. Reaction products are soluble in oil or water phase, depending on the vendor-specific formulation. In high calcium waters, triazine can cause carbonate scaling due to increase of the system pH. Direct injection application has limited efficiency as to H2S dissolving into the product is the rate-limiting step; contactor/bubbler towers or wetted media can easily double H2S removal efficiencies, but increase the footprint of the system.
Non-regenerative: Other Options
Buffered nitrate/nitrite solutions have similar removal capacity compared to triazine. While cheaper than triazine, calcium nitrate produces nitrogen oxides, nitric acid, and insoluble precipitates from reacting with H2S.
Caustics can be used to strip H2S from gas. The removal capacity of caustics is significantly lower than other options and caustic poses safety risks.
Bisulfides can be used, but produce colloidal sulfur resulting in severe corrosion problems.
Strong oxidizers, like caustics, poses safety risks for use and handling. The reaction rate is very rapid, making oxidizers a good solution for very low levels of H2S.
Combinations of amines and aldehydes can be used to create in-situ formaldehyde for H2S scavenging. This reduces the environmental issues of formaldehyde, but maintains the usage issues of both aldehydes and amines. Performance is limited by the rate at which the aldehyde and amine react to form the free formaldehyde.
Biological Scavengers
Biological processes selectively remove H2S by utilizing it in bacterial respiration, converting it to mercaptanes or elemental sulfur and sulfate. The operating temperature range is very limited due to the biological nature of the process. Exotic metallurgy is required for the equipment in this process. It is effective at removing up to 40 tons per day of H2S, but is only viable when sulfur recovery byproducts are economically disposed of or sold off.
Conclusion
While a variety of H2S removal methods exist, selecting the best method for a facility involves demand, space, and CAPEX/OPEX considerations. The most commonly used method for the oil & gas industry tend to be liquid scavengers in the form of amine towers or triazine direct injection. If footprint space allows, triazine contactor towers can greatly increase efficiency and reduce OPEX.